


Film vs. DR: Which is the ultimate weapon for detecting flaws in radiographic testing?
Release time:
2020-07-10
Film radiography and DR radiography are two ray detection technologies. Which one do you choose? Still hesitating? Let practice tell you which one suits you best. The main welding defects in pressure vessels include cracks, lack of fusion, lack of penetration, slag inclusions, and pores. Among them, cracks, lack of fusion, and lack of penetration are more harmful. Researchers including Huang Wend from Zhejiang Provincial Institute of Special Equipment Inspection made some carbon steel welded test pieces with related defects on site, and used film radiography and flat-panel detector DR detection, two different ray detection methods, to detect the samples, and then compared the defect detection rate.
Film radiography and DR radiography are two radiation detection techniques. Which one do you choose? Are you hesitating? Let practice tell you which one suits you best.
The main welding defects in pressure vessels include cracks, lack of fusion, lack of penetration, slag inclusions, and pores. Among them, cracks, lack of fusion, and lack of penetration are more harmful. Huang Wend and other researchers from the Zhejiang Provincial Institute of Special Equipment Inspection made some carbon steel welded specimens with related defects on site. They used two different radiation detection methods, namely film radiography and flat panel detector DR detection, to detect the specimens and then compared the defect detection rates.
Radiographic Testing Image Source: Internet
Welded Joint Specimen
-
1 circumferential butt-welded pipe specimen, Φ400mm×8mm, containing crack defects, numbered S1;
-
3 circumferential butt-welded pipe specimens, Φ325mm×8mm (backing plate thickness 3mm), containing crack defects, numbered S2, S3, S4;
-
1 longitudinal butt-welded plate specimen, 200mm×150mm×4mm, containing crack, lack of penetration, and porosity defects, numbered 01;
-
1 longitudinal butt-welded plate specimen, 200mm×150mm×4mm, containing lack of fusion defects, numbered 02;
-
2 longitudinal butt-welded plate specimens, 275mm×220mm×6mm, containing lack of penetration defects, numbered S5, S6.
Test Method
The test uses static imaging. Two different radiation detection methods, film radiography and flat panel detector DR radiography, are used to perform double-wall single-image and single-wall single-image detection on the welded specimens, and then the defect detection capabilities are compared.
Detection parameters: Focal distance 1000mm, according to JB/T 4730.2-2005 requirements, S1-S4 double-wall single-image radiography 7 times each, S1 single-wall single-image radiography 10 times, S2-S4 single-wall single-image radiography 7 times each, S5, S6, 01, 02 single-wall single-image radiography 1 time each.
Film Radiography:
-
Double-wall single-image X-ray machine Model: XXG3005ZL, focal spot size d=2.3mm;
-
Single-wall single-image X-ray machine Model: XXG2005, focal spot size d=2.5mm.
DR Radiography:
X-ray machine Model: YXLON SMART 300, constant potential portable X-ray machine (due to the use of high-frequency switching technology, the X-ray output is extremely stable); focal spot size d=3.0mm.
Test Results
Overall comparison of double-wall single-image radiography of specimens S1-S4: Film radiography found a total of 72 cracks (5 of which were unclear), DR found 83 (5 of which were unclear).
Overall comparison of single-wall single-image radiography of specimens S1-S4: Film radiography found a total of 99 cracks (4 of which were unclear), DR found 108 (4 of which were unclear).
Comparison of single-wall single-image radiography of specimens 01 and 02 using film radiography (AB grade) and flat panel detector DR detection: For cracks, DR detection is slightly better; for lack of fusion, lack of penetration, and porosity defects, the display is basically consistent.
Comparison of single-wall single-image radiography of specimens S5 and S6 using film radiography (AB grade) and flat panel detector DR detection: The display of lack of penetration and porosity defects is basically consistent.
Examples of Radiographic Images
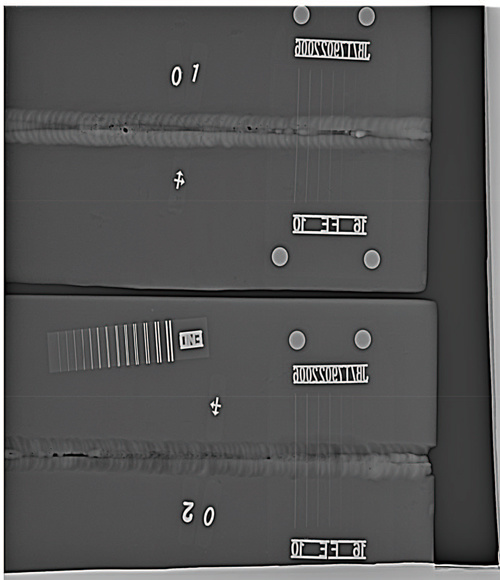
Figure 1 DR digital imaging of plate specimens 01 and 02

Figure 2 Image resolution identification diagram of DR digital imaging
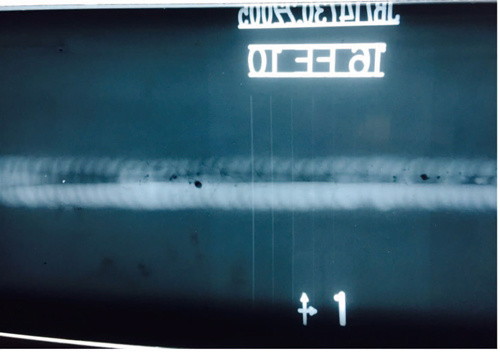
Figure 3 Film imaging of plate specimen 01
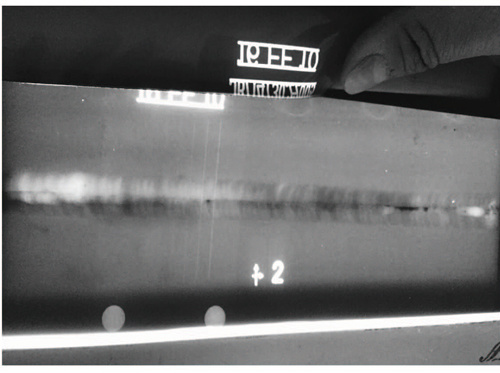
Figure 4 Film imaging of plate specimen 02

Figure 5 DR digital imaging of plate specimen S5
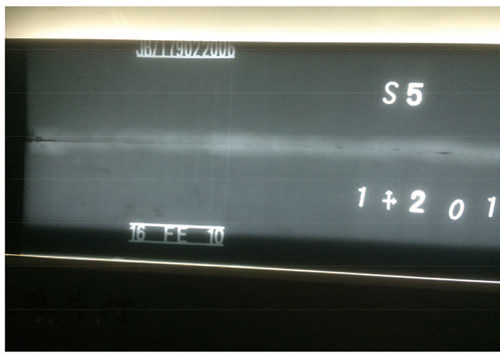
Figure 6 Film imaging of plate specimen S5
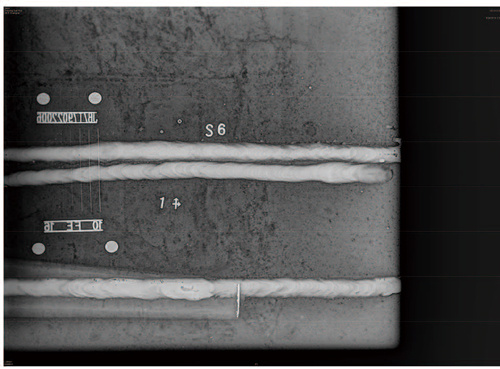
Figure 7 DR digital imaging of plate specimen S6

Figure 8 DR digital imaging of No. 2 area of pipe-to-pipe butt joint specimen S4
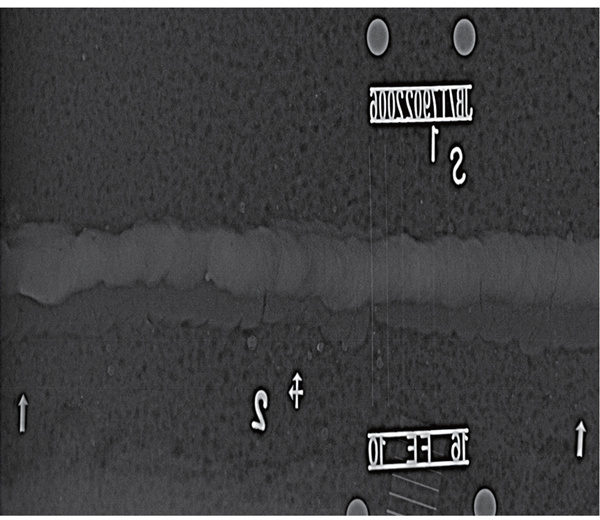
Figure 9 DR digital imaging of No. 2 area of pipe-to-pipe butt joint specimen S1

Figure 10 DR digital imaging of No. 6 area of pipe-to-pipe butt joint specimen S1
Conclusion
The results show that both methods have the ability to detect cracks, lack of penetration, lack of fusion, and porosity defects in the above specimens.
In some cases of radiographic testing with simple structures, mass production, and the need for quick results, DR radiographic testing can be used provided that the quality acceptance standards are met.
It's hard to say which is better. The key depends on your needs; which one suits you best depends on the actual object being tested.
Related News
RUST Technology
Dedicated to NDT and rooted in the market

Contact: Luan Fan
Tel: +86-510-82854228
Fax: 0510-82390939
E-mail: 422849652@qq.com
Address: 205-1 Tongbo Road, Liangxi District, Wuxi City (Shop in Area A, Yunhe Bay, OCT)





Follow us
Copyright © 2025 Wuxi RUST Technology Co., Ltd SEO
Power by: www.300.cn